扫码关注
扫码关注




















- 全部
- 默认排序

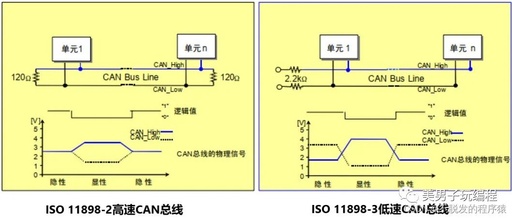
在ISO 11898-2和ISO 11898-3中分别规定了两种CAN总线结构(在BOSCH CAN2.0规范中,并没有关于总线拓扑结构的说明):高速CAN总线和低速CAN总线,区别表如下所示:本篇博文将详细介绍两者的特性和区别。高速CAN总线ISO 11898-2中定义了通信速率为125Kbps~
1、覆铜覆盖焊盘时,要完全覆盖,shape 和焊盘不能形成锐角的夹角。2、尽量用覆铜替代粗线。当使用粗线时,过孔通常为非通常走线过孔,增大过孔的孔径和焊盘。修改后:3、尽量用覆铜替换覆铜+走线的模式,后者常常产生一些小尖角和直角使用覆铜替换
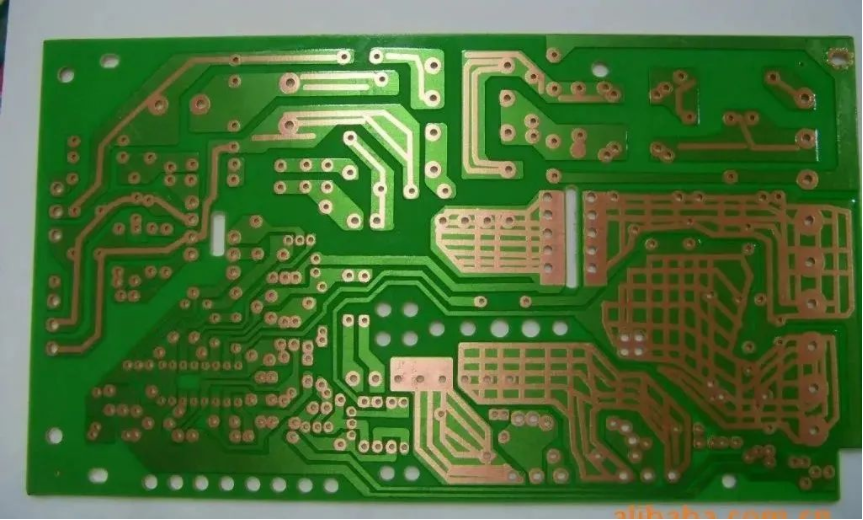
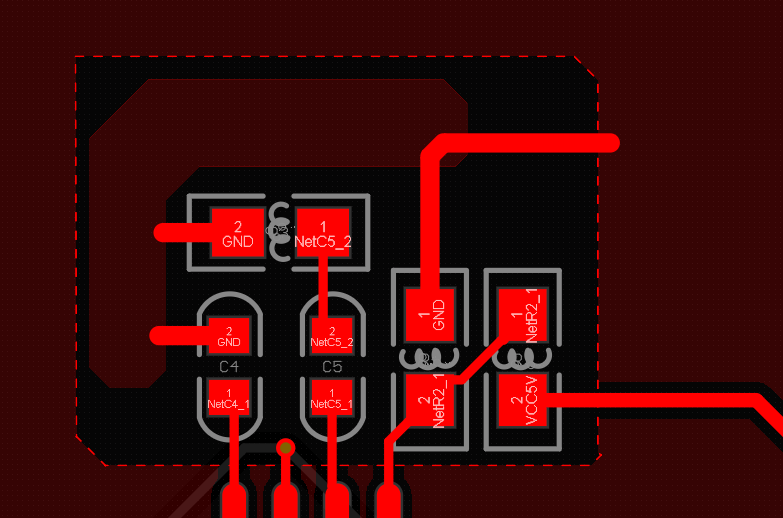
焊盘出线不规范,焊盘中心出线至外部才能拐线处理,避免生产出现虚焊铜皮需要优化一下,尽量不要有尖角和任意角,建议钝角,铺铜时尽量把焊盘包裹住相同网络的过孔和铜皮未完全进行连接除了散热过孔,其他的都可以盖油处理以上评审报告来源于凡亿教育90天高
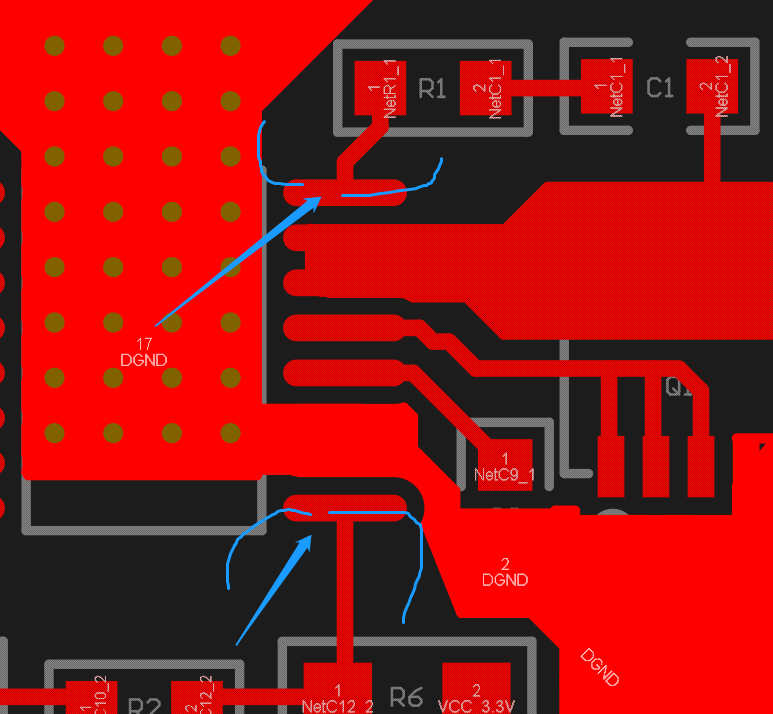
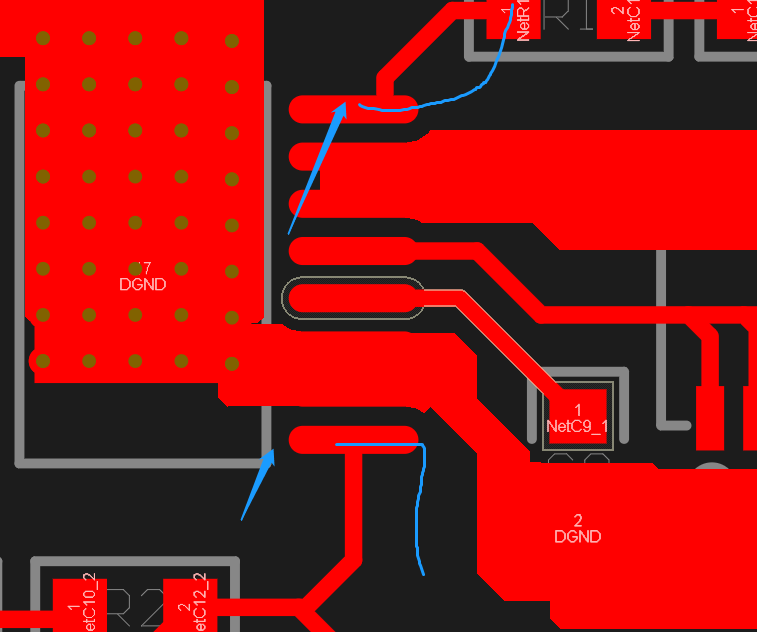
走线未从焊盘中心出线2.焊盘出线不规范,焊盘中心出线至外部才能拐线处理,避免生产出现虚焊3.滤波电容保持先大后小原则4.器件摆放注意中心对齐处理5.除了散热过孔,其他的都可以盖油处理以上评审报告来源于凡亿教育90天高速PCB特训班作业评审如
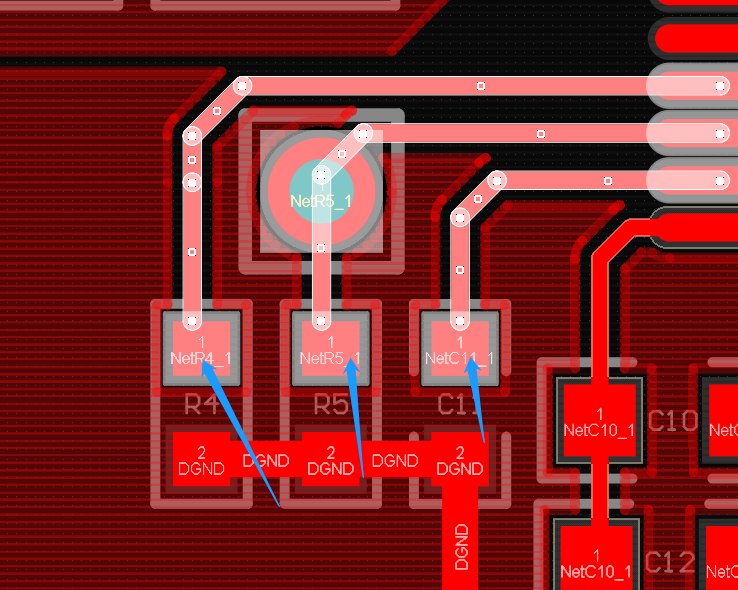
焊盘出线不规范,焊盘中心出线至外部才能拐线处理,避免生产出现虚焊2.相邻焊盘是同网络的,不能直接相连,需要先连接焊盘之后在进行连接3.焊盘里存在多余的线头4.铜皮尽量不要有任意角度,建议钝角5.走线需要优化一下,注意过孔不要上焊盘6.器件摆
焊盘出线不规范,焊盘中心出线至外部才能拐线处理,避免生产出现虚焊2.电感所在层的内部需要挖空处理3.相同网络的焊盘和铜皮没有连接在一起,自己更改一下铜皮属性设置,重新铺铜即可4.反馈线线宽10mil即可5.采用单点接地,散热过孔需要打在散热

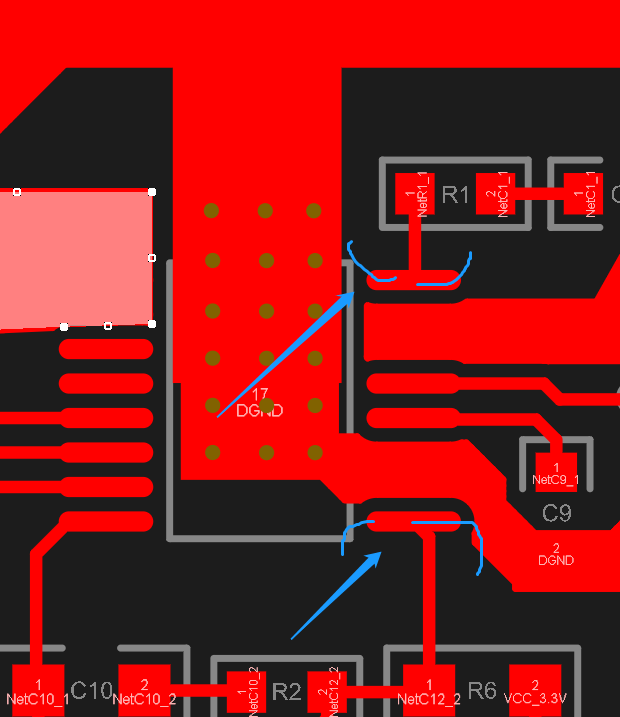
pcb上还存在短路2.滤波电容放置先打后小,电源输入过孔打在滤波电容前面3.电源输出主干道需要铺铜处理4.焊盘出线不规范,焊盘中心出线至外部才能拐线处理,避免生产出现虚焊5.铜皮处理不当,不美观,需要优化一下,尽量钝角6.反馈从滤波电容后面
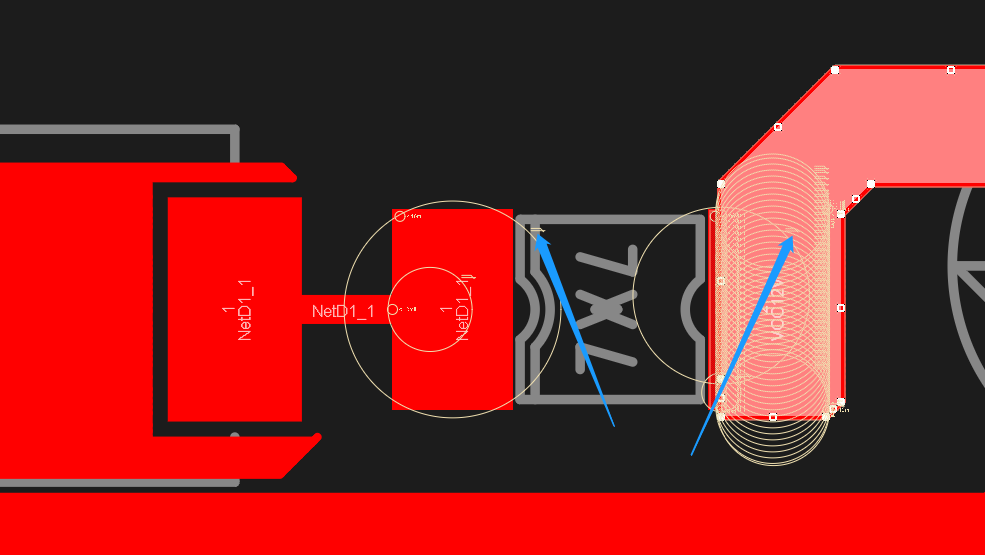
焊盘出线不规范,焊盘中心出线至外部才能拐线处理,避免生产出现虚焊2.此处走线需要优化一下3.采用单点接地,此处不用打孔4.器件边防注意对齐5.电感所在层的内部需要挖空处理6.散热过孔需要开窗处理以上评审报告来源于凡亿教育90天高速PCB特训
此处不用挖空,直接铺铜即可2.焊盘出线不规范,焊盘中心出线至外部才能拐线处理,避免生产出现虚焊3.此处可直接铺铜包裹焊盘4.大电容摆放方向尽量保持一致,能对齐尽量对齐5.除了散热过孔其他的都可以盖油处理以上评审报告来源于凡亿教育90天高速P